|
TOWERS
AND STRUCTURES
This
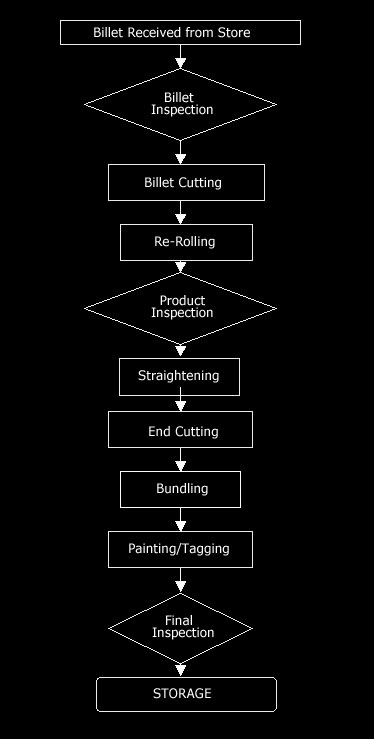
procedure is carried out for transmission towers manufacturing. The other
activities attached with the process are cutting, marking,
drilling/punching, bending, number stamping, temporary stacking and allied
galvanizing, bundling and stacking for final dispatch. Prior to start of
regular production, a sample piece is first made and thoroughly checked by
the inspection to ensure dimensional and geometrical accuracy with
assembly drawings.
e.
GALVANIZING
The
process is done with the following steps respectively.
i)
Pickling
This
is done is dilute HCl solution to clean the surface of steel from
rust/scale.
-
Bath Composition:
HCl % =
20 Acid Strength
Fe %
=
0
ii)
Rinsing
Rinsing
is done in the tank of running tap water to remove the acid traces. Water
is drained off from the tank after every six hours of working.
iii)
Fluxing
To
prevent the process of oxidation on steel prior to dip in the zinc bath
for getting a smooth and thin coating
-Bath
Composition: Zinc
Chloride
40% 100 gms/ltr of Water
Ammonium
Chloride 60% 150 gms/ltr of
Water
After
every six months, flux bath is cleaned by decantation process.
iv)
Dipping
To
attain a smooth thin film of zinc coating, steel parts are dipped in
molten zinc for protecting against corrosion, steel parts dipped into zinc
bath, at bath temperature of 454oC to 460o C.
- Bath Dimensions: Length
36 Feet, Breadth 3 Feet, Depth 3 Feet
-
Bath Composition: Zinc
Purity = 99.99%
v) Quenching
Steel
structure is quenched in tap water to relieve stresses and then is placed
for quoting inspection.
vi)
Stacking
Structure
after galvanizing is shifted to yard for dispatch on material flow slip.
Records are maintained accordingly.
PROCEDURE
MAP
CNC
SHOP
TUBULAR
POLES
The
process applies for the production of Tubular Poles and Octagonal Poles.
The following procedure is adopted.
i) Squeezing of Pipe
One
end of the base pipe is reduced on squeezing machine so as to get it
fit-in with outer dia of the upper pipe.
ii)
Bending
of Pipe
Upper
pipe is bended on the bending machine that is known as Arm Pipe. Its
bending is done according to the radius and design of the tubular pole.
iii)
Jig
Formation
Welding
jigs are made according to the total height of the tubular pole.
iv) Stand of Rolls
It
is made so that the pipe used for the formation of tubular poles can be
rotated for welding operation.
v)
Welding
The
pipe of pole is rotated with the help of the stand of rolls and joints are
Electric Arc Welded with each other on outer periphery.
vi)
Straightening
It is done with
the help of hydraulic presses.
vii)
Galvanizing
After
completion, poles are shifted to Galvanizing Plant for zinc coating.
g.
OCTAGONAL
POLES
To
manufacture octagonal poles, following procedure is adopted.
i)
Plate Cutting
Cutting
of plate is done with auto gas cutting machine ensuring no burs on the
cutting edges.
ii)
Bending
Half
octagonal shapes of plates is made on Bending Machine as per required
dimensions on drawings.
iii)
Segments
Octagonal
Pole is manufactured in two/three segments, which depends on overall
length of the pole.
iv)
Welding
Both
half sections of octagonal shape of two/three segments are welded along
the length for making complete octagonal shape. Segments are joined with
each other by Electric Auto Arc welding process.
v)
Grinding
Welded
joints are grinded off for smooth finish.
vi)
Jig
Formation
These
poles are fitted with each other by hydraulic press. The segments of pole
are then separated from each other for galvanizing.
vii)
Galvanizing
This
process is carried out on finished octagonal poles.
8.
AVAILABILITY OF INFRASTRUCTURE
Sound
infrastructure is available at Mill Site and this does not pose any
current or future threat. The approach to Mill Site is inhibited by wide
roads making access easy. Further, electrical and gas connections have
been provided at mill site which are in accordance with
projects requirement. The project has its own tube well and turbine
system to look after the water needs. A compact sewerage system has been
also laid down at the project. Further, provision for full backup
auxiliary power has also been provided.
Due
to abundance of steel factories in the area, labour, skilled, semi-skilled
and unskilled, is available
in abundance.
|